1958
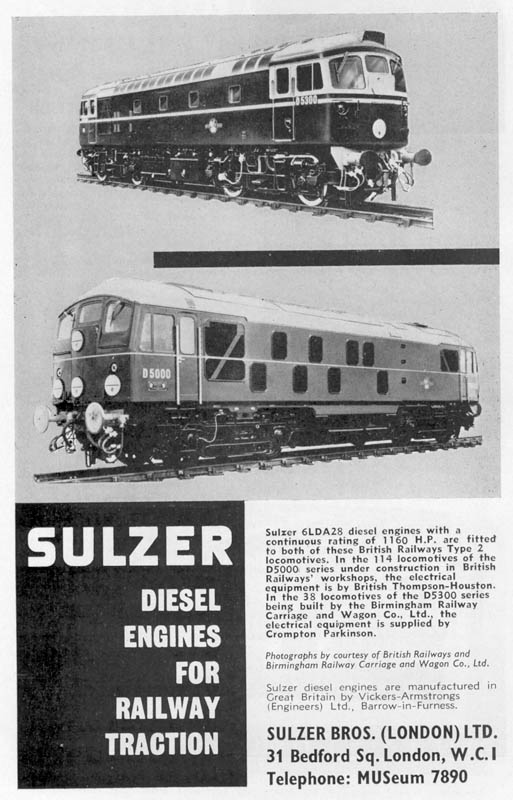
During January production commenced on the first components for D5000/1 with the setting up of various jigs under order D658. By the middle of May D5000 was almost complete, alongside were D5001 - D5006 in various stages of production. Ian Mellor, the Progressman for the Planning Office at Derby Works advised that the power unit for D5000 was delivered to Derby's GNR Friargate station, in a rather substantial wooden crate. After making a trip across Derby to investigate this unusual delivery the wagon was redirected to the Stone Pit sidings at Derby Locomotive Works. The first ten Class 24's were powered by engines built by Sulzer Brothers at Winterthur, Switzerland.

As Derby Locomotive Works closed for its annual summer holidays on July 11th, D5000 was in the paint shop. After release from Derby a trip was made on July 24th with D5000 running to Marylebone for inspection by the British Transport Commission, then under the leadership of Chairman Sir Brian Robertson. During August D5000 was officially allocated to Crewe South (5B). Also coming onto the roster of the London Midland Region at this time was the second of the MetroVicks, D5701, allocated to Derby (17A); NBL shunters D2907 & 2908, Crewe Built Class 08's D3575 - 3577. The Western Region received new shunters D3594 - 3596 and Crewe built Class 9F's 92233 - 92235. The Eastern Region accepted Type 4's D208 & 209, Type 2's D5516 & 5517, D5301, Type 1's D8405 - 8409 and shunters D2025 - 2027, D3619 - 3624 & D3684 - 3686 and Swindon built 9F 92197. The Scottish Region received shunters D3538 - 3545 & D2728.
On July 22nd D5000 was noted running light in the Derby area, with pristine paint and burnished buffer. The extra upper ventilator had not yet been added to the non-BIS side of the locomotive.

On September 15th test trains were initiated for the Type 2s being released from Derby Locomotive Works. An afternoon round trip Derby - Millers Dale with one coach was the easier of the two diagrams. The second, a morning departure from Chaddesden carriage sidings used a rake of fifteen coaches (460 tons), outward via Cheadle Jct & Allerton Jct to Liverpool Downhill sidings, returning after lunch, over the same route to Chaddesden. Additionally on September 15th D5000 started working the 9.38 Derby - Manchester, 12.30pm Manchester - Liverpool Central, returning with the 2.30 Liverpool Central - Derby, requiring a run round at Manchester.

An official portrait of D5000 shortly after delivery. Unique to this one locomotive was the thin eggshell blue stripe at waist level. This did not find favour with the authorities, leading to a change from D5001 onwards. Because of the pinstripe the location of the Lion & Wheel emblem was unique to D5000, being positioned lower than the other members of the Class. Also of interest is the unique builders plate on the cabside, a little more ornate than those carried by all other Class 24s. The locomotive sports four ventilators in the top row, a fifth would be added later (to this side only), close to the boiler room grille.

During January D5000 - D5006 were moved to Hither Green (73C) to cover various workings in the London and North Kent area prior to the completion of the Kent Coast electrification and the arrival of the first BRCW Type 3's (Class 33's). Upon arrival on the Southern Region D5000/01 were used for crew training in the Ashford - Ramsgate - Dover - Faversham area between February 5th & 13th.
An unforseen problem, that of the Type 2s being about five tons overweight led to certain restrictions for D5002 - D5006 (boilers & water tanks temporarily removed), and D5000/01/07-14 (left in original condition). On the Eastern section all were banned between Tonbridge and Bo Peep Junction, Middle Junction to Sheerness on Sea and from the Tilmanstone & Tenderten branches. The heavier machines were also banned from the Allhallows, Grain, Hawkhurst and Westerham branches. Oddly all were allowed down the steeply graded Folkestone Harbour branch. On the Central section the only restrictions applied to the heavier machines, banned between Three Bridges and East Grinstead and onto Ashurst Junction and the Heathfield line. The Cranleigh, Kemp Town, Lavant & Steyning branches were also off limits. On the Western Section all were banned from the Bodmin North, Barnstaple & Ilfracombe, Callington, Halwill, Hayling Island, Lyme Regis and Torrington branches. Double heading of these machines, with themselves or other locomotives was not permitted except on short trips.
On March 2nd D5000 was noted in Ashford Works yard.
Freight workings using the Type 2s included the 3.05pm Hoo Junction - Hither Green freight, noted in April were D5005 (6th), D5009 (7th), D5010 (8th), D5000 (9th) and D5005 (10th).
On July 11th the Birkenhead Woodside - Margate was noted passing Tonbridge with D5000 and twelve passenger coaches.

At about 2.45am on November 10th whilst hauling a coal train from Snowdon Colliery D5000 lost control of its train at Faversham. The train ran through a sand drag, demolished the buffer stops, with the locomotive completely derailed and fouling the main line. The impact severely damaged a short length of the up main line, causing single line working to accommodate the morning rush hour. The engineers then obtained complete possession, having D5000 rerailed by late afternoon, with all lines open by late in the evening. Locomotives in attendance were Class N 2-6-0 No.31874 & 31583 with two cranes.
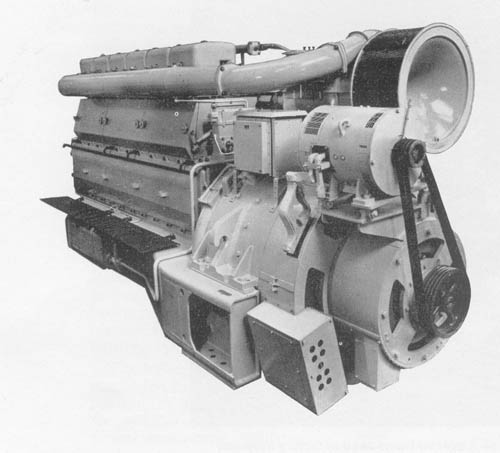
The above view features one of the 6LDA28 power units that were fitted to the first fifty one Class 24s, including D5000. These differed from D5051 onwards in that excitation was provided by a separate four-pole machine with separate, self & differential series excitation windings. It is belt driven from a shaft extension on the main generator.
December 17th saw delivery of the first of the BRCW Type 3's, D6500 to Hither Green. The fifteen LMR Type 2's (D5000-003/005-24/17) on loan to the SR had averaged about 39,250 miles annually.
1960
On October 2nd D5000 came to grief at New Cross Gate whilst working the 9.05pm London Bridge - Deal passenger, the train sustaining an hours delay awaiting a replacement locomotive.
The evening mail trains on the South Eastern Division were regularly hauled by Type 2s, during December they featured in an unusual 'push-pull' maneuver in the Redhill area. Amongst trains affected were the 11.50pm London Bridge - Deal and the 9.28pm Margate - Cannon Street, both running via Redhill. Engineering works required use of the Quarry Line, necessitating the use of a steam locomotive on the Earlswood - Redhill section to draw the train backwards. On December 9th this move featured D5000 on the Deal and D5002 on the Margate.
1961
On July 1st D5000 worked the 10.58 Dover P - Charing Cross.
A somewhat strange innovation implemented by Eastleigh Works was the use of ex-works diesels on the Southampton - Waterloo boat trains, a risky venture as the out shopped locomotives ran alone. D5000 worked the 10.05am Venus boat train on October 27th, but on reaching Brookwood an electrical fault failed the locomotive, necessitating the use of Class N15 4-6-0 No.30765 'Sir Gareth' for the remainder of the journey to Waterloo. D5000 spent several days enjoying the delights of Brookwood yard before being towed back to Eastleigh. The overhaul at Eastleigh took place between September & November.
D5000 worked the 12.35 Rugby - Euston on December 23rd.
1962
During July D5000 was transferred away from the Southern Region, being allocated to Willesden (1A). A brief visit was made to Derby Locomotive Works in August.
1963
During January D5000 was noted at Derby Locomotive Works, a victim of the severe winter perhaps.

During August D5000 moved north to Crewe (5B), but stayed only briefly, returning to Willesden (1A) in September. During its time at Crewe (5B) a visit was made to Derby Locomotive Works.
On September 15th Bletchley was host to 42 locomotives, 35 steam (one withdrawn) and diesels D228, D3796, D5000, D5017, D5019, D5022 & D5144.
At the end of December 1963 D5000 was noted at Willesden with collision damage to one cab, believed to be the No.1 end cab, with much damage to the driver's side of the cab.
1964
January & February were spent at Doncaster Works in order to have repairs carried out to the collision damage sustained late in 1963.
On March 14th D5000 worked the 17.22 Bletchley - Euston.
Between April 1964 and May 1965 D5000 spent a considerable amount of time at Derby Locomotive Works.
On May 22nd D5000 worked the 3B19 10.53 Euston - Rugby parcels.
On June 7th D5000 was noted on a local passenger service at Rugby.
1965
A short transfer was made to Camden (1B) during January, then back to Willesden in February.


D5000 was transferred to Bletchley (1E) during September.
On September 14th D5000 & D5001 were stabled in Bletchley yard.
On the morning of September 20th D5000 worked the 09.53 Rugby - Northampton.
On the early afternoon of September 24th D5000 worked a Bletchley - Euston service.
On the afternoon of November 13th D5000 worked the seven coach 2A95 12.37 Bletchley - Northampton.
On the morning of November 20th the 1S57 down Royal Scot with D308 took banking assistance from D5000 as it departed Euston.
1966
During April D5000 became part of the London Division (D01) allocation.
On the morning of April 12th D5007 was at Chalfont with an up freight whilst further south at Marylebone D5000 was pilot and D5086 was shunting the goods yard.
On June 4th D5000 was noted at Rugby Central with a passenger service.
September 3rd was the final day for the Marylebone - Nottingham Victoria through services. Whilst working the 08.15 Nottingham - Marylebone 44872 (16B) failed at Aylesbury, rescue came in the form of D5089, with the return working, the 14.38 to Nottingham being handled by D5000. A brief visit was made to Derby Locomotive Works in October.

On the afternoon of October 28th D5000 & D5008 were up light engines at Barrow-on-Soar.
1967
As part of the mass movement northwards for the London based Class 24s, D5000 was transferred to the Stoke Division (D05) in April 1967, though sometime was spent at Derby Works during March & April.
The transfer of fifty Class 24s to the D05 Stoke Divsion took place over five months with locomotives transferred from several locations:
April 1967: D5000 - D5009 transferred from the D01 London Division
May 1967: D5010 - D5017 transferred from the D02 Birmingham Division
June 1967: D5018 - D5023 transferred from the D02 Birmingham Division
August 1967: D5024 - D5035 transferred from the D02 Birmingham Division
August 1967: D5036 - D5039 transferred from Ipswich 32B
August 1967: D5040 transferred from Bletchley 2E
August 1967: D5041 - D5049 transferred from Ipswich 32B.
Noted at Stoke on Trent on the afternoon of August 3rd were light engines D5000 & D5018 and D5024 with an up freight.
On the morning of August 5th D5000 & D5031 were light engines at Crewe.
On August 30th D5000 was noted at Holyhead next to the shed with a train of cattle wagons for loading.
1968
On the afternoon of March 25th D5000 was stabled at Crewe.
On the morning of April 2nd D5000 was southbound at Crewe with a freight.
A visit was made to Crewe Works during July.
1969
The first twenty of the class, all then allocated to the Stoke Division (D05), were slated for early retirement. Many were due for heavy shopping and lacked certain improvements fitted to later members of the class, with the first withdrawn being 5000/01/05/10/19 whilst stored were 5002/07/11/12/17, with 5000 being withdrawn on January 4th 1969 and stored at Shrewsbury until September 1969.


1970
5000 was noted at Derby Locomotive Works during January & February.
On Easter Monday (April 30th) a Sheffield - Bridlington excursion (1G11) had 5000 with ten coaches. Other holiday makers travelling out of Scarborough had the opportunity for Type 2 haulage with the 9.25 Scarborough - Manchester, so noted was 5172 (July 4th) and 5180 (July 11th) and 5000 (August 22nd).
On June 6th 5000 was noted light engine at Leeds City.

1971
5000 was noted on a local Bescot trip working (T43) on February 4th.
5000 worked the 21.10 Leeds - Doncaster on March 15th.
5000's next move came in October with a transfer to Polmadie (66A) to assist the Scottish Region in removing its final North British and Clayton machines from service.
1972
Following the closure of Polmadie 5000 moved cross town to Eastfield.
1973
On the morning of May 26th 5000 was at Inverness depot.
A visit to Glasgow Works in October & November 1973 was possibly its last for a major repair, which seemed to include the plating over of the gangway doors. Other changes done at this time (?) include the plating over of the hand/footholds to the roof level boiler water filler and the fitting of a solid blanking plate over the boiler room grille. Whilst under repair its identity changed to 24005, taking the place of long retired D5005 in the new renumbering scheme. The TOPS computer would not accept '000' as the number of the first machine in its class.
1974
24005 was noted at Polmadie late in January with damage to one cab.
24005 was noted at Grangemouth on June 16th.
1975 - 1977
In January 1975 24005, (accompanying 24001/004) headed south to its last shed, Longsight. It remained in service for a further six months, being caught up in the major storage/withdrawals of the summer of 1975, 24005 went into store on July 6th 1975 at Reddish with final condemnation coming on January 31, 1976.
On February 1st 24005 was noted at Manchester Piccadilly with empty coaching stock. On Sunday February 2nd 24001/005/021/022/027 were stabled at Newton Heath. 24005 was the Manchester Victoria banker (T42) on February 6th & 7th.
24005 was the Manchester Victoria banker (T42) on March 8th, 9th (as T42?) 10th, 25th & 26th.
On May 11th 24005 was noted at Manchester Victoria. On May 14th & 15th 24005 was noted at Manchester Victoria with the 5J83. On May 16th 24005 was noted at Manchester Victoria.
On June 5th 24005 was stabled at Newton Heath. 24005 was the Manchester Victoria banker (T42) on June 9th, 10th & 26th.
At about 7am on July 3rd 24005 was noted at Manchester Victoria with a down van train.

From September 1975 24005, 24020/21/22/24 were stored at Reddish, 24005 seen here on ???? out of service at Reddish. During its last repair at Glasgow the gangway doors were sheeted over, and, in true Glasgow fashion the centre discs were centred on the cab front. The boiler room grille has been replaced by a solid blanking plate. These locomotives remained at Reddish until February 15th 1977, when all except 24022 were towed down to Swindon Works.





In recognition of its historical nature the National Railway Museum was notified of the impending fate of the first Class 24. The request was not taken up, the NRM apparently prefering the products of a private locomotive builder, in this case that of D5500, a machine which no longer contained its original power plant. And so it was that in April 1977, like many others, 24005 was reduced to just so much scrap.
Cost of Modernisation Plan Locomotives
Class 44 D1 - D10: £144,422
Class 40 D200 - D209: £106,807
Class 41 D600 - D604: £102,526
Class 42 D800 - D802: £143,645
Class 26 D5300 - D5319: £71,704
Class 31 D5500 - D5519: £78,043
Class 28 D5700 - D5719: £78,488
Class 23 D5900 - D5909: £79,110
Class 21 D6100 - D6109: £69,853
Class 22 D6300 - D6305: £63,593
Class 20 D8000 - D8009: £58,955
Class 20 D8010 - D8019: £59,136
Class 15 D8200 - D8209: £56,485
Class 16 D8400 - D8409: £58,133
In contrast to the cost of the new diesels shown above, below are the prices for the last built of the BR Standard Classes (between 1952 & 1960)
4-6-2 70054: £24,837
4-6-2 71000: £36,153
4-6-2 72009: £20,426
4-6-0 73171: £25,056
4-6-0 75079: £18,452
2-6-0 76114: £22,140
2-6-0 77019: £16,054
2-6-0 78064: £16,871
2-6-4T 80154: £21,944
2-6-2T 82044: £14,627
2-6-2T 84029: £17,924
2-10-0 92220: £33,497
External changes summary
The following external changes occurred to D5000 / 24005 during its lifetime (items indicated with ** were typically applied to most if not all Class 24s):
Ventilators As originally built only four ventilators were fitted on the top row on the side NOT containing the battery isolating switch module, but prior to delivery from new to traffic a fifth ventilator was added close to the boiler room grille.
Additional headcode disc brackets fitted (for use with SR six disc headcodes). Added to both cabfronts above the marker lights after transfer to the Southern Region, these brackets were never removed.
Cab front gangway doors** Sheeted over at Glasgow Works during October 1973 repair.
Headcode discs When the cab front gangway doors were sheeted over at Glasgow Works during October 1973, the two discs carried on one of the doors were repositioned to the vertical centerline of the cabfront.
Boiler Water Tank** Sometime during 1965 at Derby Locomotive Works the original full size water tank was replaced with a shortened version.
Engine exhaust** Moved from original position above the boiler room to the engine room, exhaust port changed from circular to rectangular style.
Hand & Footholds to cantrail water tank filler** Plated over at Glasgow Works during October 1973 repair, the two rung bogie mounted footstep to access the water filler were also removed.
Builders Plates Unique style fitted to D5000, removed at Derby during 1969 repair, never replaced.
Bogies Delivered from new with SKF axleboxes and two rung bogie mounted footsteps, (view at Shrewsbury in April 1969 shows three rung footsteps!), after repair at Derby during 1969 bogies fitted had Athermos axleboxes and two rung bogie footsteps - these bogies remained with the locomotive until withdrawn.
Boiler Room Grilles** Solid blanking plate added during repair at Glasgow in October 1973.
Cantrail water filler cover** Removed at some point (at least by May 1963).
Frame level valencing** Mostly removed during repair at Derby Works during 1969, remainder removed by time of Glasgow repair October 1973.
Livery changes summary
Body Paint Carried green livery from new until repainted blue at Derby Locomotive Works during 1969.
Warning panels Yellow half panel applied by February 1963 with curved upper corners, full yellow ends applied during repair at Derby during 1969.
Pin striping Unique to D5000, retained until painted blue at Derby during 1969.
Numbers Non standard position from new, centered on cabside panel making them lower than from D5001 onwards. After 1969 repaint at Derby numbers were carried in normal position until withdrawal.
Allocation History
Delivered new to Crewe South (5B) on September 5th 1958.
September 1958 to Derby (17A) on loan
January 1959 to Hither Green (73C) on loan
June 1962 to Willesden (1A)
June 1962 to Hither Green (73C) on loan
July 1962 to Willesden (1A)
August 1963 to Crewe North (5A)
September 1963 to Willesden (1A)
January 1965 to Camden (1B)
February 1965 to Willesden (1A)
September 1965 to Bletchley (1E)
April 1966 to London Division (D01)
April 1967 to Stoke Division (D05)
January 4th 1969 withdrawn
October 1969 reinstated to Leeds Holbeck (55A)
October 1971 to Polmadie (66A)
March 1972 to Eastfield
January 1975 to Longsight
July 1975 to store
Withdrawn January 31st 1976.
Renumbered November 1973.
![]()
The following paper 'The Design and Construction of the Two Derby Diesel Electric Locomotives' by G R Mahy was presented at the Midland Centre, Derby on March 17th 1959.
The paper discussed the Derby Type 2 and Type 4 locomotives, the sections relevant to the Type 2 locomotive is recorded below (some editing and paraphrasing has taken place).
Planning & Scheduling
With orders placed for twenty 1,160hp locomotives and ten 2,300hp locomotives and with the potential for more to follow, the previous experience with diesel locomotive contruction and repair acquired by Derby Locomotive Works whilst very useful was about to be taken to new heights. An erecting schedule was compiled, spreading evenly throughout the year the number of locomotives to be built. The erecting time, from 'frames down' to 'completion' was unknown, but the planning office utilising the information on hand assessed 12 weeks for the Type 2 and 16 weeks for the Type 4. It was recognised that these periods were short, especially for the first few locomotives.
With the erecting time known it was then possible to break it down into erecting stages and in conjuction with the schedule allow the creation of manufacturing schedules and material delivery dates. The drawing office covered all the major items of material and components required from contractors. Detail drawings were created, followed by the production office preparing specification sheets, operation layout sheets, route cards, material requisitions and wages tickets.
In general the planning and documentary work for the Type 2 & Type 4 was twice that of the Derby built BR Standard Class 5 Locomotive (see below); the first number represents the diesels, the number in parentheses is for the Class 5 steam locomotive:
Items included in specifications: 9,762 (4376)
Number of requisitions: 7,491 (4,119)
Number of items on material ordering sheets: 1,932 (842)
Number of operation layout sheets: 4,900 (3,000 approx)
Allocation of Work
The considerable differences between the construction of a steam locomotive and a diesel locomotive led to the Works adopting changes to areas where the new components required were not clearly defined when applied to the current allocation of steam work between workshops and craft grades.
Decisions taken included:
1/ allocating the underframe production to the boiler shop because the underframes were built up with channel sections and plate fabrications. The boiler shop would also handle the construction of the many jigs and fixtures needed, this would be a heavy workload leading to contractors handling the supply of battery boxes, water and fuel tanks. Once the jigs and fixtures tasks had been completed the boiler shop would be more focused on the future building programs.
2/ the sheet metalworking shop would handle the engine housing roof, radiator ducting, water ducting and numerous aluminium items. The staff requirement for this shop would be increased, with some work also allocated to contractors.
3/ the Brass Foundry would manufacture the nine cab, gangway and bulkhead doors as alumimium castings. This area would also handle other items as weight saving measures took place with future Type 2 orders.
4/ the electrical section was provided with an annex to facilitate the increased workload. At most stages of production there was some form of electrical work ongoing. The annex allowed for the production of power and control cables with connection sockets and terminals, where possible the conduits were pre-assembled. The locomotives contained about 2.5 miles of cable comprised of about 450 separate cables, each requiring terminals / fitting to accessories and continuity testing. Mobile battery charging equipment and mobile external starting equipment was produced here. The instrument section (repair & testing) also saw its workload greatly increase.
5/ in the erecting shop No.3 bay was partitioned for diesel production with the floor fitted with oil-resisting tiles. Customised engine stands were built (the existing cast-iron stands for steam locomotives were not suitable), since the power units were installed after the bodysides were completed there were clearance / height issues. The crane had clearance of 21 feet, in lifting a power unit the Type 2 the stands were 2ft 6in tall and for the Type 4 2ft 3in tall.
6/ the machine and fitting shop contained five hundered machines and employed eight hundred staff. This shop required careful management as it transitioned from steam to diesel production. Some jobs required considerable fine machining before welding of parts commenced, such as the bogie side frames, whilst other compoments required only rough machining, with fine machining carried out after fabrication, as with the axlebox guide blocks and brake hanger bosses. Correctly judging and controlling shrinkage and distortions during fabrication was a critical part of the processes in this area.
7/ the work of the paintshop frequently became a battleground between late erecting shop completion and expected date into traffic, so important to Headquarters. The diesel locomotives had the added burden of requiring much more internal painting than the steam locomotives and many surfaces required multiple coats of paint, each having to dry before the next coat was applied.
Staff Requirements
With Derby Locomotive Works having been in the business of diesel manufacture and repair since the 1940s there was already a core of workers familiar with this work. There was also an adaptability to move from steam to diesel work and the provision for training apprentices in diesel production.
With the extensive use of aluminium in the Class 24s, particularly the cabs, staff training was required in the technique of Argon arc welding.
Jigs, Fixtures and Pattern Equipment
With at least ten Type 2 & 4 locomotives forming the initial order a full set of templates, jigs and fixtures were needed, in itself a considerable amount of work. Once the drawings had been prepared, sets were sent to Crewe and Darlington for their production needs. Major items volumes were (1st number = Type 2, 2nd number = Type 4):
Templates: 1,931 & 2,241
Patterns: 151 & 85
Drill jigs: 127 & 107
Fixtures for welding, milling etc: 92 & 89
Fabrication of Body Side Truss
For the bodyside trusses the two main longitudinal angles and the extreme outer end angle presented no construction issues, but the top hat sections presented challenges. It was insisted that the center line of the top hats of both diagonal and vertical members must intersect as exactly detailed in the assembly drawings. The method chosen proved quite satisafactory, with shrinkage being within 1/32nd of an inch over a fabrication length of 36 feet.
The top hat sections after pressing were ground on the foot portion, this being the surface that made contact with the body side (skin) panels. Any imperfections would be greatly magnified when the skin plates were positioned and welded. The longitudinal angles, the extreme outer angles, top hats and gussets were then brought together in the welding fixture. Welding moved from the center outwards bringing together the top hats and appropriate gussets, once this was completed the welds to the longitudinals were made. This method reduced distortion to a minimum and allowed for the accurate placement of the members.
The rotary welding fixture used in the process was 40 feet in length. Truss statistics were:
Total length: 36 ft 6 in
Maximum height of truss only: 5 ft 6 in
Approximate weight: 19 cwt. 1 qtr. 8 lb
Approximate number of separate operations: 506 with 526 electrodes used
Construction of Underframe
The underfames were constructed using special jigs, with submerged arc welding employed as much as possible when welding the various members incorporated in the sub-assemblies. The use of sub-assemblies would reduce the final assembly time, but the assembly jig which allowed these components to be brought together would not allow complete welding because it was permanently in the horizontal position. To overcome this issue as much welding as possible was completed in the main assembly jig. Then the partially welded structure was removed from this jig and adjustable pivots were mounted at each end of the headstock. The assembly could then be rotated through 360 degrees to allow completion of the welding.
For some of the sub-assemblies it was necessary to fully machine pads, seating and locations at the sub-assembly stage, owing to their inaccessability in the final structure.
The completed underframe created the following details:
Finished size: length 46ft 10 1/2 in, width 8ft 9 7/8 in
Approximate weight: 5 tons 12 cwts
Number of sub-assemblies: 32
Number of details: 672
Approximate number of electrodes of various gauges: 3,943 with 2,470 separate operations.
With the underframe and side frame trusses complete, the underframe was removed from the jig and placed on floor stands, the side frames were lifted into position and welded to the underframe. The bulkheads, roof girders, C.S. bogie center etc were positioned and welded in sequence. The body unit is then handed over to the erection shop staff. The Type 2 had 138 brackets and snubs which were positioned and welded, these mostly provided floor supports. Water ducting and inter-cooling pipes were located within the main frame members, followed by the sealing plates. These were carefully positioned and welded to each other as well as the main frame, passing through these were snubs for the floor plates and required careful seal-welding. The sealing plates drained into two five gallon containers to capture any leakage / spillage from the engine area.
The empty body was then loaded with weights totalling about 14 tons, representing half of the total weight of equipment to be installed in the body. The body skin was then fitted and welded in position to each member of the side truss. The weights were then removed and cable ducting, water ducting, radiator ducting, radiators, electrical and brake cubicles fitted. Service pipes were fitted along one side of the locomotive whilst cables wrapped in brown impregnated canvas were laid in their ducting on the other side. These pipes and ducting were inbetween the sealing plates and the Kynal floor plates. At this time the battery boxes complete with sliding gear and the underslung fuel and water tanks were positioned.
The locomotive was then lifted off the stands and placed on 'three point stands'. The contractors had laid down a detailed plan for the fitting of the engine and this required the very accurate fitting of the four engine bearers. The special stands allowed for the precise drilling of the engine bearers and included the fitting of steel shims and rubber pads to ensure the engine was perfectly level. Each of the four bearers was monitored by an erector capable of making adjustments and all working in unison to meet the contractor's specifications. Crankshaft alignment was also monitored and all measurements recorded before the final bolting down of the engine.
Completed cabs from the coppersmith's shop were brought to the erecting shop, and after checking for proper fitting were bolted to the bulkheads and secured into the four supports under the floor. Elsewhere many components were added to the engine room, boiler room and cabs, work also proceeded on connecting all electrical circuits and services including the brake work controls from the cabs under the flooring. The steam generator was also wired and the water and steam connections made.
The bogies were then recieved from the bogie shop. Unlike steam locomotives, the bogies were wheeled at the bogie shop in order to save space in No.3 Bay. The locomotive body would then be lifted and positioned on its bogies and any connections completed. It would then be prepared for testing.
Test House, static testing and on-the-road testing
Prior to the construction of the Type 2s all testing had used water resistances. However with large locomotives orders expected a new test house had been completed utilising grid resistance of the expanded metal type, mounted in standard frames and housed on the first floor of the test house. The banks of resistances could be progressively connected across the main generator output providing current loading upto the maximum designated for the generator. Measurement of the outputs of the auxiliary generator and ancillary machines was also possible by the test house instrumentation.
A high voltage test was carried out (twice working voltage plus 1,000 volts with a minimum of 2,000 volts), power and control circuits were tested to earth and to each other. Equipment was then checked to ensure it operated in sequence. The traction motor leads were then disconnected and the generator connected to the test equipment. If all other functions were working correctly the generator was gradually brought up to full load, at which point the fuel rack and governer settings were adjusted as necessary to give the rated horsepower output of the engine. Tests were also made across a variety of speeds to compare the actual output with the declared characteristic curves. The locomotive was then disconnected from the test house equipment, traction motor cables reconnected and tests made to confirm all connections were correct and the traction motors rotated in the same direction.
Braking systems were tested and the steam generator fired up to confirm proper operation.
Testing on the road comprised a light engine run of fifty miles and a two hundred mile run with fifteen coaches. Frequently for the Type 2s the testing was carried out with pairs of locomotives. Painting of the locomotives could occur before or after the test runs.
![]()
flk 0126
Page added May 2000.
Page updated January 1st 2026.
Forward to 24001
Return to site menu